

Сравнение автоклавного и неавтоклавного газобетона
Сравнение газобетона автоклавного и неавтоклавного, отличия и характеристики
 Газобетон бывает автоклавным и неавтоклавным, и многие строители задаются вопросом – в чем различия между ними.
Газобетон бывает автоклавным и неавтоклавным, и многие строители задаются вопросом – в чем различия между ними.
Давайте вместе в этом разберемся, но забегая наперед скажем, что автоклавный газобетон является намного более качественным материалом, и далее мы расскажем почему.
Что такое автоклавная обработка газобетона?
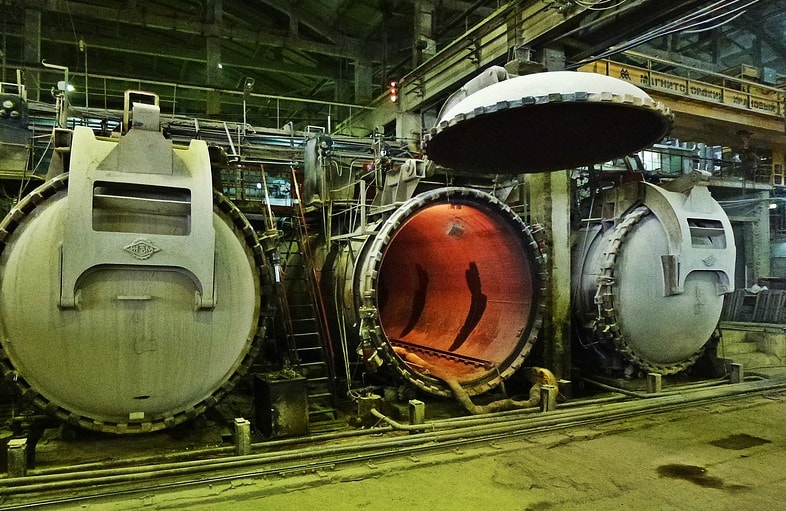
Автоклавная обработка – этап обработки газобетона высокой температурой (190°С) под большим давлением в течении 12 часов. Автоклавами называются металлические емкости, в которые помещаются разрезанные газоблоки.
Обработка автоклавом делается для следующих целей:
- ускорение твердения газобетона;
- повышение прочности;
- уменьшение усадки;
- улучшение однородности структуры;
- улучшение геометрии блоков.
Также автоклав меняет структуру газобетона на молекулярном уровне, образуя новый материал – тоберморит. Этот синтезированный камень обладает свойствами, которые невозможно получить в обычных условиях при стандартном давлении и температуре.
Повторимся, что неавтоклавный газобетон твердеет в естественных условиях, и для его производства дорогое и современное оборудование не требуется. Другими словами, многие производители штампуют газоблоки у себя в гаражах, что не внушает особого доверия.


А теперь более подробно разберемся в различиях газобетонов, и начнем мы с прочности.
Сравнение автоклавного и неавтоклавного газобетонов
Важно отметить, что в видеоролике тестируется неавтоклавный газобетон, в который было добавлено фиброволокно, оно существенно увеличивает прочность блоков. Но отметим, что в реальности, фибру в производстве неавтоклавного газобетона применяют далеко не все, так как она достаточно дорогая.
Прочность
Газобетон без автоклава менее прочен, особенно когда он свежий. Ведь ему, как и обычному бетону, нужно еще время чтобы набрать прочность, а у автоклавного твердение ускорилось в сотни раз благодаря высокотемпературной обработке паром. Но даже при полном затвердении обеих материалов, прочность автоклавного выше на половину и более.


К примеру, автоклавные марки газобетона D500 и D600 обладают классом прочности B2.5 — B3.5, в то время как неавтоклавный аналог той же марки набирает в лучшем случае класс B2.
Усадка
Большая усадка блоков может создать множественные трещины в кладке, более того, трещины могут появляться в течении года и более. Чтобы свести такие процессы к минимуму, усадка блоков должна быть минимальной.

Усадка неавтоклавного газобетона составляет от 3 до 5 мм на метр, автоклавного – в десять раз меньше. То есть автоклавный газобетон практически не дает усадочных трещин, при правильной кладке.
Геометрия блоков
Геометрия блоков также очень важна, и чем блоки ровнее между собой, тем лучше. Ведь если блоки отличаются между собой на 5 мм, то разницу в уровне необходимо выравнивать клеем, а это мостики холода, которые сильно ухудшают теплоизоляционные характеристики кладки.

Более того, толстые швы дают большую усадку, которая опять же может стать причиной трещин. Опытные строители скажу, что разность в уровнях можно выровнять тёркой по газобетону, но представьте себе, сколько времени на это уйдёт.
А теперь подумаем, где геометрия блоков будет лучше, на высокотехнологичном заводском оборудовании с автоклавами, или в гаражных условиях? Ответ очевиден!
Большинство строителей считает, что самые лучшие и самые ровные блоки получаются у компании AEROC. Средняя цена за куб их газобетона составляет 4000р.
Однородность структуры
Под однородностью понимается количество пустот (пузырей), которые определенным образом распределены в газобетоне, и чем они равномерней, тем лучше. Технология автоклавного газобетона гарантирует идеальное распределение пустот, за счет того, что пузыри образовываются и сразу же твердеют, а отдельные блоки получают после разрезания одного большого блока.

Неавтоклавный газобетон делается совсем иначе. В бетонную смесь добавляют пену и газообразователи. В результате пузыри могут подняться ближе к поверхности, а более тяжелые элементы упадут вниз. В итоге, распределение пузырей будет неравномерным.
Теперь давайте подумаем, чем это грозит. Во-первых, там, где меньше пузырей – меньше прочности, а там, где пузырей мало – мостик холода, через который будет быстрее уходить тепло. То есть, показатели прочности и теплопроводности неавтоклавного газобетона очень нестабильны.
Теплопроводность
Плавно переходя от темы равномерности структуры к теплопроводности скажем, что неравномерная структура пузырей ухудшает усредненную теплопроводность блока, и естественно, что в автоклавном газобетоне равномерность пузырей лучше и следовательно, теплоизоляция тоже лучше.
Вывод
Автоклавный и неавтоклавный газобетоны сильно отличаются между собой по ряду параметров, и можно с уверенностью сказать, что автоклавный материал превосходит своего собрата по всем показателям, кроме одного – цены. Да, неавтоклавные газоблоки дешевле, но, если посчитать, сколько проблем возникает при его кладке, сколько дополнительных материалов, работ и времени придется проделать, то советуем вам хорошенько подумать, делая свой выбор.
Лучше один раз построить дом грамотно, из качественного материала, и быть уверенным, что он без проблем простоит долгие годы.
ПОХОЖИЕ СТАТЬИ:

Изготовление армопояса для газобетона

Чем отличается газобетон от пенобетона

Сравнение кирпича и газобетона

Гидроизоляция фундамента под газоблоки

Какой марки выбрать газобетон?

Какие инструменты нужны для работы с газобетоном?

Разновидности крепежей для газобетона

Сколько стоит построить газобетонный дом?

Выбираем и сравниваем клей для кладки блоков
Чем отличается автоклавный газобетон от неавтоклавного
Изначально технология создания газобетона предусматривала его производство только на технологичном производстве. Но со временем спрос на этот материал так возрос, что газобетон автоклавный стал использоваться в равной мере с подобным видом ячеистого материала, произведенного без дополнительной тепловлажностной обработки. И если нырнуть в пучину огромного выбора газобетона неподготовленному новичку, то он может запросто потонуть в потоке предоставляемой информации о нем. Так чем отличается автоклавный газобетон от неавтоклавного и какой лучше всего приобрести? На эти злободневные вопросы найдете ответы в нашей публикации.
Технология производства газобетона
Прежде чем говорить о существенных различиях в свойствах и качестве автоклавного газобетона и блоков естественной выдержки рассмотрим их компонентный состав, который абсолютно идентичен:
- бездобавочный портландцемент марок М300, М400, иногда используют М500;
- чистый песок мелких фракций – от 2,0 до 2,5 мм.
- вода средней жесткости без химических примесей;
- газообразователь — пудра или паста алюминиевая;
- вещество запускающее химические реакции вспучивания – известь, вид, состояние и дисперсность которой зависит от способа производства;
- модификаторы, улучшающие качество конечного продукта – добавляются по желанию и не являются обязательными составляющими.
Еще одно сходство, объединяющее автоклавный и неавтоклавный газобетон – принцип производства раствора.
На первом этапе в соответствии с технологией готовится обычный цементно-песчаный раствор необходимой консистенции. Полученную смесь распределяют по опалубкам. После чего в нее вводится алюминиевый порошок и известь. Именно реакция этих компонентов обеспечивает образования газа, раствор вспучивается, образуя поры.

Дальше технологии расходятся на этапе выдержки и обработки газобетона. При естественном твердении готовый раствор заливается в опалубку, формирующую блоки нужного размера. После набора прочности изделия распалубливают и отправляют на склад готовой продукции.
При использовании автоклава для газобетона, этот этап происходит немного сложнее. А именно, смесь заливают в монолитную опалубку. После ее вспучивания и набора минимальной прочности газобетонную глыбу разрезают на изделия необходимых размеров и отправляют их для дополнительного обжига в автоклав, где поддерживается температура в пределах 200 0 С и давление в 10 Бар. Такие условия по максимуму активируют процессы гидратации цемента и позволяют удалить из бетона лишнюю влагу.

В итоге получается, что изделия естественной сушки – это всего лишь затвердевшая вспученная цементно-песчаная смесь, когда автоклавные газоблоки в процессе обжига образуют новый синтетический компонент – тоберморит, качественно улучшающий характеристики конечного продукта.
Свойства неавтоклавного и автоклавного газобетона
Полученные блоки, изготовленные по двум разным технологиям настолько разные как по виду, так и по своим характеристикам, что даже неопытный обыватель сможет различить их между собой.
Внешние показатели
Первое с чем сталкивается покупатель при выборе, так это с внешним видом материалов. Казалось бы, какая разница как выглядят стеновые блоки, которые впоследствии все равно нужно штукатурить. Однако внешний вид – наиболее точная визуальная характеристика, которая поможет отсеять некачественные изделия.
Геометрические размеры
Если сравнивать газоблоки по критерию геометрии, то изделия автоклавного твердения отличаются большей точностью. Это отчасти заслуга автоклавирования и, конечно же, резанной технологии. Даже ГОСТы регламентируют отклонения линейных размеров от номинальных по-разному, в зависимости от применяемого способа производства.
| Допустимые отклонения по параметрам | Автоклавный газобетон | Неавтоклавный газобетон |
|---|---|---|
| Длина, мм/м | 3 | 5 |
| Ширина, мм/м | 2 | 4 |
| Высота, мм/м | 1 | 2 |
Эти данные только подчеркивают тот факт, что автоклавный газобетон отличается точной геометрией готовых изделий, которая предотвращает:
- промерзание стен за счет утолщения кладочного шва, которым компенсируются недостатки в форме блоков;
- перерасход кладочного клея, ведущий к увеличению затрат на него.
При покупке блоков обращайте внимание на их цвет. Конечно, он будет серым в случае изделий естественного твердения и практически белый у автоклавного газобетона. Различие в оттенках блоков и неоднородности цвета говорит об изменениях в производственном процессе, которые зачастую приводят к снижению эксплуатационных характеристик.

Автоматизированное оборудование для производства автоклавного газобетона сводит любые ошибки к нулю, что изначально считается гарантом качества и долговечности. К тому же такие масштабные цеха дополнены собственной строительной лабораторией, своевременное проведение испытаний в которой вычленяют несоответствия в технологии или рецептуре.
Физико-механические свойства
Газобетонные блоки отличаются не только по внешним показателям и цвету, но и по физико-механическим свойствам.
Прочность
Газобетон представлен богатой номенклатурой марок по прочности – от В1 до В7,5. Их широко применяют не только в качестве создания несущих конструкций, но и для утепления стен. Если сравнивать газобетоны, произведенные по различным технологиям, то автоклавные отличаются большей прочностью при одинаковой плотности с неавтоклавными.
Например, блоки плотностью D600 должны иметь класс по прочности В3,5. Если для автоклавных изделий показатель соблюдается, то с естественно выдержанными изделиями класс прочности едва ли дотягивает до половины нормы. Еще хуже дела обстоят с прочностными показателями у газобетона, произведённого своими руками. Если хотите лично убедиться в этом, купите по блоку и протестируйте в независимой строительной лаборатории. Результаты будут на лицо.
Теплопроводность
Теплопроводность газобетона напрямую зависит от показателей плотности этого материала. Чем ниже марка по плотности блока, тем качественнее его теплоемкостные качества. Разумнее приобрести изделия меньшей плотности, но с более высокими прочностными характеристиками, уменьшая этим показатель теплопроводности стен.
Усадка
Слабейшая сторона любого ячеистого бетона – это его усадка после возведения стен. При применении неверной строительной методики могут появиться трещины, и произойдет отслоение штукатурного слоя. Процессы усадки газобетона естественной выдержки могут длиться до нескольких лет, когда автоклавированные блоки практически лишены такого недостатка, так как при тепловлажностной обработке они уже достигли марочной прочности и полного высыхания.

К тому же, выдержанные газобетонные блоки в естественных условиях далеки от идеальных показателей, что негативно проявляется в виде усадки. Это не только ведет к нарушению линейных размеров, но и к разрушению структуры.
Подводя итоги, можно с легкостью сделать вывод, что блоки из газобетона автоклавного твердения обладают неоспоримыми преимуществами над изделиями естественной выдержки. Но в любом случае при покупке такого стенового материала всегда спрашивайте документы, удостоверяющие его качество.
Основные отличия автоклавных и неавтоклавных газобетонных блоков: свойства, характеристики, применение
Чтобы понять, чем отличается автоклавный бетон от неавтоклавного, необходимо рассмотреть основные особенности обоих типов газобетона. Популярность газобетона в строительстве растет с каждым днем, что объясняется его положительными свойствами: хорошая прочность, небольшая плотность, высокое качество, низкий вес (что в общем понижает затраты на фундамент и перекрытия), возможность кладки тонких, но теплых и надежных, стен.

Автоклавные и неавтоклавные бетоны отличаются способом производства и, соответственно, рабочими характеристиками. Изначально газобетонные блоки создавали исключительно в условиях промышленного производства, но скоро нашли способ изготовления ячеистого материала без дополнительной тепловлажной обработки.
Автоклавный газобетон более стабилен, а вот неавтоклавный предполагает усадку. Но если рассматривать их отличия более детально, то становится ясно: оба вида газобетона актуальны для произведения ремонтно-строительных работ, важно знать их характеристики и правильно выбирать для реализации конкретных задач.
Технология производства газобетона
Производятся автоклавный и неавтоклавный газобетон по одной технологии, отличия заключаются лишь в точности соблюдения технологии и в завершающих этапах обработки материала. Сырье используется идентичное и в единой пропорции.
Компоненты для производства газобетона:
- Песок мелкой фракции 2-2.5 миллиметров
- Портландцемент марок М300 и М400
- Известь
- Алюминиевая пудра или паста с долей активного металла 90-95%
- Разнообразные присадки и модификаторы (вводятся не обязательно, нужны для улучшения различных эксплуатационных свойств)
- Вода

Сначала замешивают обыкновенный цементно-песчаный раствор, выливают в специальную форму, потом всыпают алюминиевую пудру. В результате реакции пудры и извести появляется углекислый газ, благодаря которому масса увеличивается в объеме, вспучиваясь и образуя пористую структуру. Реакция газовыделения должна завершиться до схватывания цемента, для интенсификации процесса форму обрабатывают на виброплощадке. Но такой процесс актуален только для больших заводов.
В небольших цехах осуществляют создание пенобетона, который является разновидностью ячеистого бетона. Ведь по способу образования пены бетон делится на газо- и пенобетон. И если в первом случае пена создается газом, то во втором – за счет химикатов.
Ячеистая структура создается благодаря добавлению и взбиванию специальных химических пенообразователей. Цехи по производству пенобетона обычно небольшие, с малым числом сотрудников, преобладанием ручного труда. Производство газобетона обходится дороже, но такой материал и более стабильный, с лучшими свойствами.
Далее технология производства автоклавного и неавтоклавного газобетона предполагает отличия. Если производится автоклавный газобетон, после заливки смеси в форму и запуска реакции выжидают определенное время, давая смеси частично затвердеть и набрать достаточную прочность для изъятия массива из опалубки и разрезания на блоки.
Порезанные блоки отправляют в автоклав и обжигают при температуре +190-200 градусов, давление составляет 8-10 Бар (чтобы из материала полностью вышла влага). Обработка газобетона автоклавом позволяет: ускорить твердение материала, повысить его прочностные характеристики, уменьшить усадку в будущем, сделать структуру однородной, улучшить геометрию готовых блоков.

Неавтоклавный газобетон прочность набирает не в печи, а в природной среде – без воздействия температуры и давления для выпаривания влаги. Причем, часто для производства данного типа материала используют не большие формы с дальнейшей нарезкой газоблоков, а формы для отлива отдельных элементов.
Автоклавный и неавтоклавный газобетон производятся в соответствии с такими нормативными документами: ГОСТ 21520 «Стеновые блоки из ячеистых бетонов», ГОСТ 25485 «Ячеистые бетоны», а также ГОСТ 31360 и ГОСТ 32359.
Свойства неавтоклавного и автоклавного газобетона
Газобетон автоклавного твердения и неавтоклавного – совершенно разные материалы на выходе. Они отличаются как внешним видом (поэтому можно сразу на глаз определить, какой бетон перед вами), так и эксплуатационными характеристиками.
Внешние показатели
Блоки ячеистой структуры, порезанные из массива, обычно отличаются большим соответствием проектным размерам. Из них проще выполнять кладку, меньше времени, сил и материалов уходит на заделку швов, толщина межкладочных швов значительно меньше (и мостики холода, соответственно, тоже), отделка здания выполняется проще.
Газобетон неавтоклавного производства получается серым, автоклавного – почти белым. Если же оттенок неоднородный и видны разнообразные включения в структуре – скорее всего, качество такого материала не очень хорошее.

Производство неавтоклавного газобетона часто осуществляется практически в кустарных условиях – бетон просто смешивается, для заливки используется опалубка, после застывания в естественных условиях материал поставляют для строительства. Все это негативно сказывается на качестве итогового материала и его основных свойствах.
Физико-механические свойства
Автоклавный газобетон демонстрирует плотность D400-800, прочность на сжатие находится в диапазоне В1.5-В5, а вот неавтоклавный газобетон дает прочность максимум В3. На стенах из обработанных обжигом блоков можно закреплять полки и шкафы, кондиционеры, колонки и другие устройства, которые далеко не всегда способен выдержать неавтоклавный газобетон.
Одним из главных отличий материалов является усадка – в необожженном газобетоне есть влага, которая провоцирует появление трещин на стенах. Да и плотность играет важную роль – с ее понижением повышается коэффициент усадки во время остаточного набора прочности. Процесс длится около 5-10 лет. Газобетон автоклавный усаживается примерно на 0.5м/мм, необожженный – на 2-3мм/м.

Показатели теплопроводности также разнятся – свойство зависит от плотности: чем ниже плотность, тем более теплоемкий материал. Для понижения теплопроводности стен лучше всего выбирать газобетон с высокими показателями прочности и меньшей плотностью.
Отличия: плюсы и минусы материалов
Автоклавные газобетонные блоки довольно ощутимо отличаются по различным показателям от материала, который не подвергался обжигу. Ввиду разных свойств блоки используются для выполнения разных задач, актуальны для определенных типов строительства. Прежде, чем использовать в работе тот или иной материал, сначала нужно изучить все спецификации, преимущества и недостатки.
Прочность
Газобетон природного твердения менее прочен, особенно если он совсем свежий. Времени для набора прочности нужно немало. А вот автоклав для газобетона способствует скорейшему прохождению процесса набора прочности (ускоряет в сотни раз), поэтому после обработки паром при большой температуре прочность автоклавного бетона выше в полтора-два раза аналога без обжига.

Так, например, автоклавные марки D500 и D600 демонстрируют показатель прочности на уровне В2.0-В3.5, неавтоклавный аналогичной марки в лучшем случае даст класс В2.
Геометрия блоков
В процессе строительства ровность блоков и соответствие их указанным параметрам очень важны. Независимо от того, какого объекта осуществляется строительство (баня, гараж или жилой дом) качество кладки тем выше, чем аккуратнее сделаны блоки. Ведь в случае чего разница в уровне выравнивается клеем или раствором, создаются мостики холода, понижаются теплоизоляционные свойства.

Толстые швы негативно влияют на усадку в процессе, могут появляться трещины. Чтобы избежать этого, разность в уровнях удаляется теркой по газобетону, может использоваться обычная ручная пила. Но временные и трудозатраты в таком случае просто огромные. Гораздо проще и дешевле сразу купить ровный автоклавный газобетон и возвести из него здание.
Однородность структуры
Однородность структуры определяется по количеству пузырей в материале и равномерности их распределения. Чем более однородный материал, тем он лучше – это положительно сказывается на качестве. Газобетонные блоки автоклавного твердения имеют более однородную структуру, так как они создаются быстро, тут же твердеют, а затем массивы режутся на отдельные блоки.

Неавтоклавный газобетон производится по-другому – пена и газообразователи могут распределяться не равномерно: часто пузыри всплывают вверх, тяжелые элементы падают вниз. На строительстве сказывается это плохо – прочность понижается в местах большого скопления пузырей, появляются мостики холода в местах малого числа пузырей. Характеристики нестабильны.
Возможность крепления
Автоклавный газобетон – это прочный материал, на который можно закрепить даже очень тяжелые устройства, элементы. Есть возможность крепления фасадов из легкого керамзита либо даже тяжелого керамогранита. Так, анкер 10х100 свободно выдерживает нагрузку на вырыв оси около 700 килограммов. То есть, можно крепить полки, шкафы, бойлеры, кондиционеры, не боясь, что все это упадет с куском стены и крепежом.
Неавтоклавный газобетон намного менее прочен – в него порой даже можно вдавить шурупы или гвозди руками. Механический крепеж не используется, легкие предметы крепят на дорогом двухкомпонентном химическом анкере.
Усадка при высыхании
При выборе для кладки блоков автоклавного производства можно надеяться на минимальную усадку в процессе. В условиях обжига бетон уже набрал прочность и дает показатель усадки максимум 0.5 мм/м в то время, как неавтоклавный газобетон дает около 5мм/м – разница существенная.
Сильная усадка зданий из неавтоклавного газобетона может стать причиной массы неприятностей – растрескивание кладки, появление трещин, отслаивание отделки, штукатурки. Несколько лет может все это продолжаться, пока бетон не примет всю прочность.
Экологичность
Газобетон автоклавного твердения абсолютно экологичен, хорошо пропускает воздух, позволяет зданию дышать и способствует созданию оптимального микроклимата. Газобетон создают из минерального сырья, поэтому он не боится гниения, влажности и плесени.
В случае же производства неавтоклавного газобетона для образования пены используют химические добавки, что уже понижает уровень безопасности его эксплуатации. Часто химические составляющие вводятся в блок с фиброй, пропитанной специальными роданидами, хлоридами и кислотами, что еще более опасно, так как данные вещества могут выделяться и со временем накапливаться в воздухе жилья.
Теплоизоляционные свойства

Характеристики сохранения тепла напрямую зависят от плотности. Тут уж лучшие показатели демонстрирует пенобетон, минусом использования в строительстве которого является низкая прочность. Для кладки стен используют более плотные материалы – плотность кг/м3 должна составлять минимум 700 килограмм на кубический метр. И если использовать неавтоклавный газобетон такой плотности, то из-за мостиков холода толстых швов характеристики еще понижаются.
Автоклавный газобетон дает те же свойства, но при меньшей толщине стены и с меньшими мостиками холода, что в итоге обеспечивает лучшие характеристики.
Можно сделать вывод, что автоклавный газобетон во многих сферах и показателях превосходит неавтоклавные блоки. Речь идет как о геометрии, так и о физико-механических свойствах. Автоклавные блоки создаются в условиях завода, с четким следованием нормативам и соблюдением стандартов. Строить из такого бетона легче и проще, здания получаются более прочными и качественными. Полностью безопасный и экологичный материал выдерживает любые нагрузки и гарантирует наилучшие эксплуатационные свойства строения.
Сравнение автоклавного и неавтоклавного газобетона
Газобетон — популярный строительный материал, основной сферой применения которого является возведение зданий высотой 1-3 этажа. Небольшая плотность и высокое теплосопротивление позволяют строить из газоблоков стены, масса которых в 3-4 раза ниже, чем вес аналогичных стен из кирпича. На сегодняшний день, это единственный строительный материал, пригодный для возведения прочных и теплых стен минимальной толщины.

В данной статье рассмотрены две разновидности газобетона — материалы естественного и автоклавного твердения. Мы изучим их сырьевой состав и технологию производства, ознакомимся с отличиями, преимуществами и недостатками, а также определим, какой ячеистый бетон лучше.
1 Состав, технология производства
В плане сырьевого состава автоклавный и неавтоклавный газобетоны полностью идентичны. Раствор, из которого они производятся, состоит из следующих компонентов:
- портландцемент марок М300-М400;
- мелкофракционный песок;
- алюминиевая пудра либо паста с содержанием активного металла 90-95% (выступает в качестве пенообразователя);
- известь;
- вода;
- модификаторы и присадки (не обязательный компонент, который добавляется при необходимости улучшения эксплуатационных характеристик материала).
На первой стадии производства готовится обычный цементно-песчаный раствор, который заливается в специальную форму. Затем в раствор добавляется алюминиевая пудра, которая вступает в реакцию с известью, в результате чего образуется углекислый газ, обеспечивающий вспучивание и поризацию смеси. Реакция с газовыделением должна пройти до момента начала схватывания вяжущего вещества — цемента, иногда для ее интенсификации форма обрабатывается на виброплощадке.

Газобетон в автоклавной камере
Далее начинаются основные отличия в технологиях. При производстве автоклавного газобетона, после заливки сырья в форму и его поризации выжидается время, необходимое для частичного твердения смеси. Раствор должен набрать такую прочность, чтобы массив можно было изъять из опалубки и нарезать на блоки заданных размеров (для резки используется специальное распиловочное оборудование ленточного либо струнного типа). После нарезки блоки перемещаются в автоклав, где производится их обжиг при температуре 190-200 градусов, при этом в автоклаве поддерживается повышенное до 8-10 Бар давление, что обеспечивает полный выход из материала влаги.
В отличие от автоклавного газобетона, неавтоклавный материал набирает свою прочность не в печи, а при естественных условиях — без повышенного атмосферного давления и обжига. При этом может отличаться и оборудование используемое для его производства. Так, для неавтоклавного газобетона используются мелкие формы, в которых каждый блок отливается отдельно, а не создается крупный массив для последующей нарезки.

Нарезка массива на блоки
Производство газобетонов обеих типов регулируется следующими нормативными документами:
- ГОСТ №25485 «Ячеистые бетоны»;
- ГОСТ №21520 «Стеновые блоки из ячеистых бетонов»
- ГОСТ №31359 «Технические условия на ячеистые бетоны автоклавного твердения»;
- ГОСТ №31360 «Блоки стеновые неармированные из автоклавного газобетона».
Технология производства данных материалов появилась в СССР в 30-х годах, ее активное развитие пришлось на 60-е. На сегодняшний день в России действует более 90 заводов по производству газобетонов.
1.1 Обзор автоклавного и неавтоклавного газобетона (видео)
1.2 Отличия, плюсы и минусы материалов
Газобетон автоклавного твердения существенно отличается от неавтоклавного сородича. Сам процесс автоклавирования реализуется не только с целью ускорения сроков твердения блоков, основное его назначение — увеличение механической прочности материала, которое достигается за счет молекулярных изменений, происходящих с газобетон при обжиге (образуется новый минерал — тоберморит). По сути, автоклавный газобетон представляет собой разновидность синтетического камня, тогда как неавтоклавный материал является лишь затвердевшей пористой цементно-песчаной смесью.
Автоклавный газобетон превосходит материал естественного твердения по всем эксплуатационным характеристикам. Рассмотрим его основные плюсы:
- Стабильное качество. Производство автоклавного газобетона возможно исключительно в условиях крупного производства, тогда как неавтоклавный аналог может быть изготовлен даже в домашних условиях, ввиду чего на рынок часто попадают блоки сомнительного качества.
- Прочность. Автоклавный газобетон производится в плотности D400-800, его прочность к сжатию варьируется в пределах B1.5-B5, тогда как максимальная прочность неавтоклавного материала не превышает B3. На стене из термически закаленных блоков можно крепить не только шкафчики и полки, но и более тяжелые предметы — колонки, кондиционеры, веса которых неавтоклавный ячеистый бетон не выдержит.
- Отсутствие усадки в процессе эксплуатации. Усадка, связанная с испарением содержащейся в материале влаги, является основной причиной появления на стенах из газоблоков трещин. Чем меньшей является плотность материала, тем сильнее он усаживается в процессе остаточного набора прочности, который продолжается в течении 5-10 лет после производства блоков. Атоклавный газобетон усаживается в среднем на 0.5 м/мм, тогда как неавтоклавный — на 2-3 мм/м.
- Геометрия. Блоки, нарезанные из массива, всегда имеют меньшие отклонения от проектных размеров, чем изделия сформированные литьевым методов в отдельных формах. Несоответствие размеров ячеистого бетона естественного твердения приводи к увеличению толщины межкладочных швов (образуются мостики холода) и проблемам при отделки фасада здания.

Форма для литьевого производства неавтоклавного газобетона
В качестве сравнения приводим характеристики обеих материалов:
| Характеристики | Неавтоклавный газобетон | Автоклавный газобетон |
| Плотность (кг/м3) | D600-D800 | D400-D700 |
| Класс морозостойкости | F15 — F30 | F15 0 |
| Теплопроводность (Вт/мС) | 0.19 | 0.15 |
| Паропроницаемость | 0.2 | 0.18 |
| Класс горючести | НГ (негорючий) | НГ (негорючий) |
| Прочность | В1.5 — В2.5 | В2.5 — В5 |
| Долговечность | 50 лет | 150 лет |
По совокупности эксплуатационных характеристики для строительства жилых зданий гораздо лучше использовать автоклавный газобетон, тогда как его аналог можно применять для возведения технических зданий — гаражей, сараев для животных, беседок. Разница в цене материалов составляет около 15-20%.
2 Рекомендации по производителям
Производством ячеистого бетона на территории России занимается около 90 крупных заводов и несчетное количество мелких предприятий. Среди проверенных поставщиков отметим следующие компании:

Крупнейшим в России производителем является фирма Аэрок, объем поставок которой превышает 400 тыс. м 3 газобетона в течении года. Именно Аэрок в 2005 года ввел в оборот блоки прочностью B2.5 и плотностью D400, которые впоследствии стали стандартом в сфере малоэтажного строительства.
В ассортименте компании представлены следующие разновидности блоков:
- теплоизоляционные: EcoTerm (D400) и EcoTerm + (D300);
- конструкционные: Classic (D500) и Hard (D600);
- перемычки и блоки U-образной формы.
Фирма поставляет все распространенные типоразмеры блоков. Качество ее продукции подтверждается полным соответствием производственного процесса требованиям ГОСТ №31360.

В качестве аналога газобетону Аэрок имеет смысл рассматривать продукцию фирмы Бонолит — второго по популярности производителя в России. В первую очередь фирма известна своей линейкой автоклавного газобетона Bonolit40, который разработан специально для Российского климата и идеально проявляет себя при температуре от -40 до +40. Помимо поставок продукции компания предлагает услуги по строительству домов из ячеистого бетона под ключ.
2.1 Отзывы
Предлагаем вашему вниманию отзывы о газобетоне от владельцев домов, построенных из данного материала.
И. С. Сидоров, 48 лет:
Во времена строительства дачи решил не экономить и взять автоклавный газобетон — не пожалел. Дом стоит уже 12 лет, никаких трещин на стенах нет, здание теплое и уютное, зимой нагревается от котла за несколько часов. При этом сам процесс строительстве с применением блоков гораздо менее трудоемок, чем поднятие кирпичной кладки.
С. Л. Парочников, 29 лет:
У меня дача построена из неавтоклавного бетона. Уже на первую зиму возникли проблемы с растрескиванием стен -пришлось перештукатуривать с использованием прослойки из стеклохолста, который не дает трещинам распространяться на лицевой слой штукатурки. Больше никаких проблем нет, могу сказать что волк не так страшен, как его рисуют.
Автоклавный и неавтоклавный газобетон: на чем выгоднее строить бизнес?
Вы обязательно должны выделить несколько минут своего времени, чтобы прочитать эту важную статью. Сегодня мы расскажем вам всю правду об автоклавном и неавтоклавном газобетоне (а точнее, о его производстве):
— Почему неавтоклавное производство с каждым годом становится все популярнее ?
— Чем отличается автоклавный газобетон от неавтоклавного?
— Почему сроки окупаемости бизнеса на производстве неавтоклавного газобетона как минимум в 20 раз меньше , чем на автоклавном производстве?
— Почему неавтоклавное производство намного выгоднее для производителей?
Итак, что лучше: автоклавный или неавтоклавный газобетон? Читайте нашу статью, и вы все узнаете!
Автоклавный и неавтоклавный газобетон: сравнение
Основной компонент автоклавного газобетона – известь, которая затвердевает только при особой обработке. Для этого используются автоклавы – герметично закрывающиеся аппараты, в которых поддерживается постоянная температура ( 180-200С ) и давление ( 12-14 атм ). Твердение автоклавных газоблоков происходит в течение 12 часов .
Основной компонент невтоклавного газобетона – цемент, который смешивается с наполнителем (песок, зола уноса ТЭЦ, доломитовая мука и др.) и газообразователем (алюминиевая пудра/паста). Для затвердевания таких газобетонных блоков необходимо добиться температуры всего 40-60С (для этого используются простые прогревочные камеры). Необходимое время для набора первоначальной прочности – 6-10 часов .
Для запуска автоклавного производства потребуются огромные финансовые вложения. Например, минимальная стоимость китайского оборудования – 1 500 000 долларов . При этом стоит учитывать тот факт, что вам вряд ли будет оказана полноценная техподдержка.
Если рассматривать качественное оборудование от немецких производителей, то стоимость линии с производительностью 200 кубометров газобетона в сутки составит примерно более 6 000 000 долларов !
Линию для производства неавтоклавного газобетона можно купить за 85 000 долларов . Это стоимость оборудования с максимальной производительностью – 200 кубометров в сутки . При этом линию с минимальной производительностью можно купить всего за 3 000 долларов .
3. Сроки изготовления оборудования
Если вы хотите организовать бизнес «здесь и сейчас», то автоклавное производство – точно не для вас. Сроки изготовления автоклавного оборудования – минимум 1 год (а в среднем – 1,5 года) после официального заключения сделки.
Срок изготовления и поставки оборудования по производству неавтоклавного газобетона в среднем составляет 10-30 дней .
4. Затраты на электроэнергию
Энергозатраты на автоклавном производстве в десятки раз больше. К примеру, мощность электродвигателя шаровой мельницы – около 100 кВт , а это обязательное оборудование на автоклавном производстве. А теперь представьте, сколько энергии нужно, чтобы поддерживать в автоклавах температуру до 200 градусов и давление до 14 атмосфер !
Энергозатраты на неавтоклавном производстве минимальны:
— Электропитание основного оборудования: от 4 до 15 кВт (зависит от типа оборудования).
— Нагрев прогревочной камеры до 40-60С (требуется только поддержание температуры).
5. Сроки окупаемости бизнеса
Учитывая все предыдущие пункты, приходим к логичному заключению: бизнес по производству автоклавного газобетона окупится минимум через 5-10 лет !
Срок окупаемости бизнеса по производству неавтоклавных газоблоков составляет всего 5-6 месяцев !
Отличия автоклавного и неавтоклавного газобетона: есть или нет?
Мы рассмотрели основные различия бизнеса по производству автоклавного и неавтоклавного газобетона. Переходим к подведению итогов!
1. Автоклавный и неавтоклавный газобетон должны отвечать требованиям одного и того же ГОСТа .
2. Соответственно, при соблюдении технологии производства на выходе мы получим одинаковые по характеристикам материалы.
3. Самое интересное, что после отделки многие не могут отличить дома , построенные из автоклавного и неавтоклавного газобетона. Единственное отличие – цвет блоков ; прочностные характеристики будут идентичны.

