

Три технологии производства пенобетона
Обзор технологий производства пенобетона
В большинстве случаев для производства пенобетона используют одну из двух технологий — баротехнологию или классическую технологию. Далее мы рассмотрим оборудование для этих технологий, а также способы производства пенобетонных блоков.
Все оборудование произведено заводом Строй-Бетон и отличается высоким качеством и надежностью. Оборудование работает не только в России и СНГ, но и в дальнем зарубежье.
Если вас интересуют рецептуры производства пенобетона, то они опубликованы на странице Техподдержка производителей >>
 Виды оборудования для различных технологий производства пенобетона:
Виды оборудования для различных технологий производства пенобетона:
1. Мобильные установки без пеногенератора (пенобетонные установки Санни-014 и Санни-025 ), работающие по принципу баротехнологии. Данные установки позволяют получать пенобетон без пеногенератора. Производительность установок 20 и 40 куб.м. пенобетона в сутки, соответственно. Плюсами данных установок являются дешевизна и простота получения пенобетона. Минусами повышенный расход пенообразователя, сравнительно небольшая производительность и меньшая прочность получаемого пенобетона, по сравнению с оборудованием на базе пеногенераторов.
 2. Установки для пенобетона Фомм-Проф, созданные на базе немецкого пеногенератора. Работают по классической технологии пенобетона. Установки смонтированы как единый комплекс и позволяют получать до 100 куб.м. пенобетона в сутки. Плюсами данных установок являются высокая производительность, небольшой расход пенообразователя, легкая встраиваемость в технологические линии производства, получение пенобетона с большей прочностью и более низкой себестоимостью. Минус — более высокая цена по сравнению с мобильными установками.
2. Установки для пенобетона Фомм-Проф, созданные на базе немецкого пеногенератора. Работают по классической технологии пенобетона. Установки смонтированы как единый комплекс и позволяют получать до 100 куб.м. пенобетона в сутки. Плюсами данных установок являются высокая производительность, небольшой расход пенообразователя, легкая встраиваемость в технологические линии производства, получение пенобетона с большей прочностью и более низкой себестоимостью. Минус — более высокая цена по сравнению с мобильными установками.
Вне зависимости от типа установки и вида технологии производства пенобетона, в ней получается пенобетон. Если заливать этот пенобетон на стройке в опалубку, то кроме одной из этих установок и компрессора к ней, более ничего не нужно. Если производить пенобетонные блоки, то понадобится заливать выходящий из установок пенобетон в формы для получения блоков.
Способов получения блоков три:
 1. Заливка пенобетона в кассетные металлические формы. Залитый пенобетон застывает в течение 10 часов, после этого форма разбирается, и из нее достаются готовые блоки. Одну форму можно использовать 2 раза за сутки. Соответственно, если производить 20 куб.м. пенобетона в день, то нужно 10 форм и 2-х сменная работа.
1. Заливка пенобетона в кассетные металлические формы. Залитый пенобетон застывает в течение 10 часов, после этого форма разбирается, и из нее достаются готовые блоки. Одну форму можно использовать 2 раза за сутки. Соответственно, если производить 20 куб.м. пенобетона в день, то нужно 10 форм и 2-х сменная работа.
Мы производим высокоточные формы для пенобетона с отклонением размеров на блок не более 1 мм. При изготовлении формы применяется лазерная резка и фрезеровка. Формы универсальные, т.е. в одной и той же форме можно производить и перегородочные блоки толщиной 100 мм и стеновые толщиной 200 мм. Типоразмеры форм — 500х300х100(200), 600х300х100(200), 400х200х200. Возможна поставка форм других типоразмеров.
При объемах производства до 40 куб.м. блоков в день технология разливки по формам экономически более целесообразна. Плюсы: сравнительно небольшие вложения и простота производства. Минусы: трудно производить большие объемы, привязанность к типоразмерам.
2. Резка пенобетонных массивов на резательных установках.  Сначала пенобетон заливается в формы без перегородок, где получается большой массив объемом 2-3 куб.м. Примерно через 14 часов пенобетон подается на резку, где из него пилами автоматически выпиливаются блоки нужного размера.
Сначала пенобетон заливается в формы без перегородок, где получается большой массив объемом 2-3 куб.м. Примерно через 14 часов пенобетон подается на резку, где из него пилами автоматически выпиливаются блоки нужного размера.
Данный метод отличается высокой производительностью и высокой технологичностью. Причем, при резке пенобетона можно получать блоки любых типоразмеров. Минусы: высокая стоимость и отход 0,5% в виде крошки от пиления. Посмотреть оборудование для резки пенобетона.
3. Разливка пенобетона в специальные формы и их последующая автоматическая распалубка  Сначала пенобетон заливается в специальные формы с перегородоками, где при застывании получаются готовые блоки. Примерно через 14 часов формы подаются в установку автоматической распалубки, где блоки выдавливаются на европоддон, а формы при этом автоматически смазываются.
Сначала пенобетон заливается в специальные формы с перегородоками, где при застывании получаются готовые блоки. Примерно через 14 часов формы подаются в установку автоматической распалубки, где блоки выдавливаются на европоддон, а формы при этом автоматически смазываются.
Данный метод прост и производителен. Большой недостаток: привязанность к одному типоразмеру выпускаемых блоков. Установку автоматической распалубки невозможно перенастроить на производство блоков других типоразмеров.
Добавки для производства пенобетона:
Для производства пенобетона, также понадобится пенообразователь, ускоритель твердения (для производства пенобетона при температуре ниже + 15 или выше + 30) и смазка форм. Все это можно приобрести у нас. Т.к. мы являемся разработчиками и производителями, то продаем качественные продукты по низкой цене. Цены на все добавки можно посмотреть в прайс-листе, описания сертификаты можно посмотреть там же в дополнительном описании позиции.
Себестоимость пенобетона:
Расчет себестоимости пенобетона можно посмотреть в отдельном бизнес-плане. Здесь скажем только, что она получается около 786рублей. Естественно, в разных регионах цены на сырье разные и себестоимость будет меняться. Для этого мы сделали файл с автоматическим расчетом себестоимости. Скачать его со страницы бизнес-планы производства пенобетона.
Необходимые площади для производства:
Естественно, что необходимая площадь зависит от планируемых объемов производства. Если производить пенобетонные блоки весь год, то для производства 10куб.м. пенобетона необходимо около 150кв.м. Если производить пенобетон только в летнее время, то песок и готовую продукцию можно хранить на улице и необходимые площади уменьшаются до 80кв.м.
Расход материалов на 1 куб.м. пенобетона:
Количество материалов зависит от производимой плотности. Плотность пенобетона обозначается цифрой, которая равна весу 1куб.м. Самые распространенные плотности 800 и 600. Приведен расход компонентов для них. Расход материалов для других плотностей есть в паспорте оборудования.
Технология изготовления пеноблоков: подготовка сырья, формование пеномассы, заливка в опалубку и твердение массива. Необходимое оборудование
 Понравилась статья? Следите за новыми идеями полезных авто советов в нашем канале. Подписывайтесь на нас в Яндекс.Дзене. Подписаться.
Понравилась статья? Следите за новыми идеями полезных авто советов в нашем канале. Подписывайтесь на нас в Яндекс.Дзене. Подписаться.
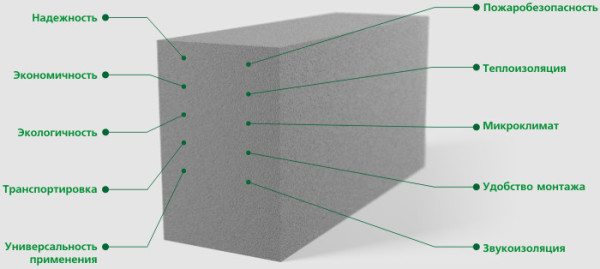
Ячеистый бетон (пенобетон) – это искусственный пористый камень, отлично заменивший кирпич и другие строительные аналоги, вплоть до дерева. В его герметичных ячейках содержится наиболееэффективный теплоизолятор — воздух.
Особая технология изготовления пеноблока делает этот пористый бетон, как и древесину, легким и превосходно сохраняющим температуру в доме, тогда как кирпич– холодный и тяжелый материал.
Изделия из пенобетона
К многочисленным важным преимуществам данных блоков относятся их негорючесть, легкость обработки, долговечность. Но помним, что пенобетон разных марок отличается по плотности, тем самым обеспечиваясвою универсальность.
Например, он подходит для несущих наружных стен, для перегородок внутри дома, для крыш и перекрытий между этажами как идеальный тепло и звукоизолятор.
Особенности блоков
- Пенобетон по качеству лучше газобетона автоклавного твердения.
- Уточним, что технология производства пеноблоков в домашних условиях сделает кв. м стены намного теплее, чем привычный кирпич, но дешевле в 3 раза.
- Пеноблоки экологически чистые, но в отличие от дерева абсолютно не загнивают, в них никогда не поселятся насекомые или грибок.
- Низкая его цена обусловлена рациональной технологией и минимумом оборудования: из цикла исключен помол компонентов в специальных шаровых мельницах, а также не нужна автоклавная обработка. Поэтому стоимость пеноблоков в 2 раза меньше, чем газобетона.
Технологии производства
Новая технология производства пеноблока неавтоклавного твердения дает изделия с плотностью от 250 до 1700 кг/м3, причем как на стационарных, так и на построечных площадях. Производительность: 1,5 — 10 м3/час.
При двухстадийном способе мы обеспечиваем обычное механическое перемешивание цемента, воды, песка с заранее приготовленной в пеногенераторе высококачественной пеной. Пену подаем в смеситель с уже размешанным бетоном.
При одностадийном способе применим баросмеситель, дающий и бетонное тесто, и пену.
Процесс изготовления пеноблоков
Подготовка сырья
Компоненты производства пеноблоков:
- цемент ПЦ-500 D0 либо ПЦ-400 D0;
- песок с допустимыми 3% глины и модулем до 3 Мкр;
- пенообразователь;
- вода до +25 С.

Портландцемент М400 или М500 и мелкий песок образуют бетонную массу.
На наш выбор — сертифицированные российские пенообразователи:
- СДО из смолы древесной омыленной;
- клееканифольный пеноконцентрат из сосновой канифоли;
- костный клей, едкий натр;
- «Морпен» или «Пеностром».
Если водоцементное соотношение минимум 0,4, можно добавлять пену. Уменьшение воды дает блоки с большой объемной плотностью, разрушая пену.
Приготовление по классической схеме технологической пены
- Современная технология пеноблока рекомендует предварительно отдельно развести пеноконцентрат водой и залить в рессивер пеногенератора.
- Под давлением этот концентрат выходит в пеногенератор, где вспенивается от сжатого воздуха из компрессора.
- Сопроводительная инструкция гарантирует расход пеноконцентрата до 5 грамм на каждый килограмм цемента.
- 1 загрузка пеногенератора DS-60 пеноконцентратом клееканифольным рассчитана на производство пены для 6 м3 пенобетона.
Качественная пена приобретает белый цвет и удерживается в любом положении.
Приготовление пенобетонной смеси
Последовательность приготовления смеси:
- Засыпаем песок.
- Добавляем цемент.
- Перемешиваем до однородности.
- Заливаем водой.
- Перемешиваем до пластичной массы.
- Пеногенератор подает порцию пены в смеситель по шлангу, и за 3 минуты мы получим нужный раствор.
Формование пеномассы
Есть разные способы формования:
- наливное с применением опалубки;
- штучное со специальной формоостнасткой;
- штучное с формоостнасткой и резательным оборудованием.
- Пенобетонную смесь мы выкладываем в собранную, очищенную и смазанную формооснастку с последующим армированием.
- Если подвижность пенобетонного раствора превышает 60 см, то эта текучая консистенция хорошо заполнит пустоты любой конфигурации, а также не нуждается в вибрации и уплотнении.
Подготовительные операции
Обратите внимание!
Даже через какое-то время объем смеси не изменится, она не расслоится, как обычный бетон: поры устойчивы и без пластификаторов, поэтому пеномасса бетононасосом легко проходит по трубопроводу.
Заливка в опалубку
- Подойдет алюминиевая, пластмассовая, металлическая, деревянная опалубка. Кстати, деревянную опалубку за час до бетонирования надо щедро пропитать водой.
- Только герметичная опалубка нужна для литого пористого бетона. Тогда смесь не будет вытекать.
- Давление на вертикальную опалубку возрастает на 30% сравнительно с обычным бетоном, поэтому закрепляем ее максимально прочно.
- Легкий пенобетон вообще не требует вибрации, и опалубка может быть попроще.
Совет!
Для устранения адгезии с бетоном опалубку покроем эмульсионной смазкой, что также сгладит поверхность пенобетона.
При этом даже опалубки криволинейной формы дадут отличный результат.
Операции подачи смеси
- Подаем бетононасосом готовую смесь в приемную воронку или прямо в конструкцию. Можно использовать и бадью.
- Для пенобетона подойдет винтовой или поршневой насос. Но лопастные насосы уничтожат воздушные ячейки.

Твердение массива
Опалубку, заполненную пенобетоном не надо трогать в течение 6 часов, чтобы не нарушить пористость.
Отформованная пеномасса твердеет в обычных условиях (не ниже +7 градусов), но можно ее и прогревать горячим воздухом, паром. Для ускорения процесса применяют специальные добавки.При t +22°С через 7 дней пенобетон набирает 70% прочности.
Рекомендации специалистов для всех, кто хочет сделать блоки своими руками:
- после укладки стоит накрыть пеноблоки полиэтиленовой пленкой;
- в жару целую неделю каждые 4 часа поливать водой поверхность пенобетона.
Оборудование

Предприятия изготовляют оборудование для производства пеноблоков под заказ. Комплектация установок по требованию дополняется формами, резательным агрегатом и прочими аппаратами.
Пенобетоносмеситель турбулентный
![]()
Рациональная комплектность оборудования:
- компрессор;
- смеситель;
- колеса;
- воздушный шланг;
- шланг для пенобетона;
- паспорт, чертежи.
Производительность максимальная — 2 куб.м/час. Стоимость такого вида оснащения окупается за 1 месяц.
Установка типа УПБ

Установка компактна, проста для монтажа и ее эксплуатации. Для получения
Оптимальная производительность такой установки для пеноблоков требует участия 5 человек.
- парогенератор;
- смеситель;
- компрессор;
- насос;
- пульты управления;
- рукав напорный;
- технологические указания, чертежи.
Стоимость агрегата (от 500 000 руб.) окупится за 4 месяца при целесообразной производительности – 5 м3/час.
Дополнительное оборудование

- Новейший поризатор весом 70 кг и габаритами 40х20х20 см. Скорость — 140 вращений в секунду. Инновационный поробетон не дает ни малейшей усадки и очень прочный.
- Резательный комплекс пилит натянутыми струнами с точностью до 1 мм.

- Формоостнастка кассетная: форма металлическая с 7-ю верхними и нижними ячейками для пеноблока 186х197х385 мм (64 блока на 1 заливку), либо для блока 199х299х600 мм (40 блоков за 1 заливку).

Вывод

Пенобетон новейшей технологии (без автоклавного и без парового циклов) улучшил свои качества:
- отличные тепло- и шумозащитные свойства;
- усиление противопожарной устойчивости;
- долговечность;
- его экологическую чистоту подтверждает сертификат Минздрава России;
- очень экономичен: 1 м3 в 2,5 раза дешевле керамзитобетона и кирпича.
Сейчас есть 3 ценные технологии производства ячеистого бетона.
- Классическая: в раствор из цемента и песка добавляем пену из пеногенератора. Органические пенообразователи -гидролизаты протеинов – усиливают прочность пеноблоков.
- Сухая минерализация: в пенобетонную смесь пеногенератор подает низкократную пену с особыми порами, у которых гладкие стенки.
- Баротехнология: пеномасса образуется под давлением. В баросмеситель заливаем воду и все прочие компоненты, в том числе и пенообразователь. А компрессор нагнетает воздух, создавая давление. Синтетический пенообразователь улучшает качество блоков.
- подготовка форм – сборка и смазка;
- приготовление смеси — дозировка, перемешивание и заливка;
Видео в этой статье обеспечит вас дополнительной информацией по данной теме.
Открываем предприятие по производству пенобетона
Пенобетон — один из самых востребованных строительных материалов для постройки загородных домов, коттеджей, различных пристроек, а также — утепления и перепланировки уже существующих помещений. По сути, пенобетон — это затвердевшая смесь цемента, воды и пеноконцентрата, легкий, достаточно прочный и экономически выгодный материал с отличными теплоизоляционными свойствами.

Анализ рынка пенобетона
Как строительный материал, пенобетон получил большую популярность после вступления в действие СНИП 2-3-79. Поскольку по новым нормам строительство из кирпича стало экономически невыгодно, пенобетон стал идеальной заменой для кладки как внутренних, так и внешних стен. И спрос на данный стройматериал неуклонно растет.
На сегодня рынок пенобетона находится в стадии активного развития. Деловые отношения отличаются высоким уровнем лояльности:
- около 60% потребителей готовы сменить поставщика, если им предложат материал более высокого качества в аналогичном ценовом диапазоне или такого же качества, но по более низкой цене;
- 30% — будут искать новых поставщиков при несоблюдении сроков, прописанных в договоре поставки (что неудивительно, ведь от этого зависят темпы строительства и срок сдачи объекта);
- 10% настроены на долгосрочное сотрудничество с одним производителем.
Целевая группа потребителей и анализ спроса
При организации производства пенобетона следует рассчитывать сбыт для среднего и малого строительства. На крупных строительных объектах пенобетон больше используется как материал для теплоизоляции и возведения внутренних перегородок, и достаточно редко — как конструктивный материал постройки наружных стен.
Чтобы оценить возможный спрос на пенобетон в вашем регионе, следует изучить не только рынок строительства, но и недвижимости: насколько высоки темпы застройки пригорода, насколько популярно возведение частных домов, перестройка старых дач, возведение новых коттеджей. В среднем по стране показатели спроса на пенобетон повышаются с каждым годом, поскольку этот материал имеет ряд преимуществ перед деревом и кирпичом и дешевле своего главного «конкурента» — газобетона.
Цели данного анализа
1. Решить, какое производство будет более востребовано в вашем регионе:
- монолитного пенобетона (опалубка, стяжки для пола);
- пенобетонных блоков.
2. Определить объемы будущего производства.  3. Выбрать технологию производства пенобетона:
3. Выбрать технологию производства пенобетона:
- классическая (в смесителе готовится отдельно раствор вода-цемент, в который добавляется пена из пеногенератора);

- баротехнология (в смесителе на высоких оборотах взбивается пена, в которую добавляется цемент и песок);
- поризационная — применяется для заливки непосредственно на объекте, в пол, пустоты, крышу. Для приготовления используются мобильные установки (отдельно готовится раствор из песка и цемента, насосом подается вода, поризатор изготовляет пену, которая вмешивается в раствор и готовая смесь пенобетона через шланг заливается в подготовленную форму для застывания).

Стоит подумать и про выбор «инструмента» для конкурентной борьбы – о преимуществе вашей продукции перед предложениями других поставщиков.
- гибкая ценовая политика (более низкая цена, система скидок, отсрочка платежа, товар в кредит);
- гарантия поставки материалов в срок (с возможной выплатой неустойки);
- бесплатная доставка;
- возможность производства нетиповых размерных блоков на заказ;
- бесплатная погрузка-разгрузка и т.д.
Рассмотрим на примере наиболее распространенный вариант — производство пенобетона по принципу классической технологии с последующей формовкой в пеноблоки.
Планируемые объемы производства — 40 м 3 /сутки (с возможностью увеличения до 70 м 3 ). Наиболее востребованным типоразмером пенобетонного блока являются габариты 600*300 или 600*200 мм.
Марки, в зависимости от плотности пенобетона делятся на:
- до 500 — теплоизоляционный;
- 600-800 — конструкционно-теплоизоляционный;
- от 900 — конструкционный.
Для получения пенобетона можно приобрести оборудование как импортного, так и отечественного производителя — установки типа «САННИ», «Фомм-проф», «ПСБ», «ПН-1100». На такое оборудование изготовители выдают сертификаты, у них же можно приобрести и специальные пенообразователи, и другие добавки-наполнители. Не забывайте, что если вы будете оформлять сертификат качества (изделия из вяжущих материалов не подлежат обязательной сертификации, но многие покупатели, особенно крупные строительные фирмы готовы сотрудничать только при условии его наличия), потребуются все соответствующие документы на покупку производственной установки и всех расходных материалов.
Для продажи готовой продукции необходимо оформить санитарно-эпидемиологическое заключение (как минимум, провести радиологические и лабораторные испытания), поскольку каждая партия выпущенной продукции должна иметь соответствующий технический паспорт.
Установка для производства пенобетона и другое необходимое оборудования
Предполагается покупка установки производительностью 30-70 м 3 /сутки на базе парогенератора. Автоматизация оборудования позволяет производить пенобетон запрограммированной плотности (от 350 до 1200 кг/м 3 ) без участия квалифицированного профессионала. Для работы на такой установке мастеру смены достаточно пройти обучение и правильно настроить аппарат. Стоимость такого оборудования с рабочим объемом на 500 л , всеми необходимыми настройками и дополнительной опцией автоподачи воды — 277 000 руб.
В комплект входят:
- смеситель;
- соединительные шланги;
- встроенный пеногенератор, работающий на белковом пенообразователе;
- загрузочная горловина;
- установка дозированной подачи воды.
Дополнительно необходимо приобрести:
- компрессор (производительностью минимум 0,5 м 3 /мин. и давлением от 6 атм.) — 40 000 руб;
- высокоточные формы для отливки пеноблоков 500*300*200 — 40 шт.* 49 900 руб. = 1 996 000 руб;
- погрузчик (на 2 тонны), можно бу – 200 000 руб.
Итого капитальные инвестиции обойдутся в 2 513 000 руб.
Технология производства пенобетона
1. Подготовка сырья
Для производства пенобетона используется пенообразователь, цемент марки М500, немолотый мелкий песок, вода, температурой до +25°С. В зависимости от рецептуры и марки будущего пенобетона, применяют и специальные готовые добавки — ускоритель застывания (для производства пенобетона при температуре выше +30 или ниже +15), фибру, керамзит и т.д.
2. Приготовление пены
Предварительно разведенный водой, пеноконцентрат всасывается в блок пенообразователя. Здесь он вспенивается под воздействием сжатого воздуха, и с помощью давления компрессора, выходит через трубу, генерирующую пену, в смеситель. Фактуру пены можно регулировать специальными вентилями выхода из трубы от самых закрытых (меньше 0,1мм) до крупных пор.
3. Производство пенобетонной смеси
В смеситель засыпается песок, затем цемент, смесь тщательно перемешивается (от равномерного распределение песка в цементе зависит качество будущего пенобетона). После смесь затворяется водой, вымешивается до получения пластичной однородной массы. По шлангу из пеногенератора в смеситель добавляется пена, 2-3 минуты активно перемешивается с цементно-песчаной субстанцией.

4. Формовка пеноблоков
Формы для отливки пеноблоков смазывают непосредственно перед заливкой (специальным формовочным маслом или смазкой типа «Эмусол Био»). После чего заливаются пенобетонной смесью, и оставляется на 12 часов.

5. Сушка пеноблоков
Форма разбирается, блоки вынимаются на поддоны и поступают на просушку до полного застывания в помещении с контролируемым уровнем влажности. Время застывания зависит от температурного режима в помещении. При температуре в +22 за 2 дня пеноблок набирает 65-70% марочной прочности (допустимая отпускная прочность — 70-80%). При температуре +50 — в течение 8 часов.
Подбор помещения для мини-завода
Площадь производственного цеха зависит от планируемых объемов.
 Понадобится помещение, с хорошей вентиляцией, подводом воды, отапливаемое, с потолками, высотой не менее 4 м и зонированное на четыре части:
Понадобится помещение, с хорошей вентиляцией, подводом воды, отапливаемое, с потолками, высотой не менее 4 м и зонированное на четыре части:
-
склад для хранения сырья (цемента, песка и т.д.)
50-70 м 2 ;
помещение, де расположена производственная линия
100-120 м 2 ;
помещение для сушки пеноблоков
60-100 м 2 ;
склад готовой продукции (можно хранить на улице, но только в теплое время года при температуре не ниже +15)

Себестоимость изготовления 1м 3 пенобетона плотность. 600 кг/м 3
Расходные материалы, необходимые для производства 1м 3 :
- цемент М500 — 310 кг*3 руб = 806 руб,
- песок — 210 кг*0,25 руб = 53 руб,
- белковый пенообразователь — 1,2 л*39,58 руб = 47,50 руб,
- смазка для форм — 0,5 л*25 руб = 12,5 руб,
- ускоритель твердения — 0,5 кг*36 руб = 18 руб.
Итого: 937 руб
Из 1м 3 пенобетона получается 28 штук пеноблоков размером 600*300*200.
Бизнес план и расчет окупаемости
Расчет прибыли в месяц:
— планируемый объем производительности — 40 м 3 /сутки
— отпускная стоимость 1 м 3 пенобетона — 2100 руб.
Итого: прибыль (при условии работы 24 дня в месяц) — 2 016 000 руб/мес.
Постоянные ежемесячные расходы:
- покупка материалов для производства 40 м 3 /день — (937*40м 3 *24 рабдня) = 899 520 руб;
- зарплата рабочих (6 разнорабочих, 2 мастера и 1 бухгалтер) — 73 000 руб;
- аренда помещения — 100 000 руб;
- электричество — (160 квт/день* 2 руб.) 30 дней = 9600 руб;
- отопление (понадобится ориентировочно 7 месяцев в году, поэтому рассчитываем не полную сумму, а 7/12 годовой) — 21 000 руб;
- другие коммунальные платежи (вывоз мусора, вода и т.д.) — 2000 руб;
- налог на прибыль (20%) — 403 200 руб.
Итого: расходы – 1 508 320 руб
Чистая ежемесячная прибыль: 507 680 руб.
Расчет окупаемости капитальных инвестиций:
2 513 000 руб/507 680 руб = 5 месяцев
Но, несмотря на столь радужный прогноз, не следует забывать, что производство пенобетона носит сезонный характер, и в холодное время года продукция не востребована, а затраты возрастают (из-за стоимости отопления).
Поэтому, чтобы составить реальный бизнес-план, следует не только заменить расчетные данные, исходя из цен на материалы, аренду, тарифов на коммунальные услуги и зарплаты в вашем регионе, а и рассчитывать прибыль в зависимости от ваших договоренностей по сбыту продукции.
Организация производства пеноблоков
Изготовление этого строительного материала отличается простотой, так что выпуск пенобетона своими руками в домашних условиях – мероприятие реальное. Придется только приобрести нужное сырье и оборудование. Отметим, что определенные агрегаты изготавливаются самостоятельно. Что же понадобится, чтобы наладить собственное производство пеноблоков?

Краткие сведения о пенобетоне
Это бетонный материал, имеющий ячеистую структуру. Такие свойства достигаются за счет находящихся в материале замкнутых воздушных пузырьков. По этой причине блоки не отличаются требуемой плотностью и теплопроводностью.
Их часто используют в строительстве многоэтажных объектов или при возведении перегородок. Материал легко поддается обработке как ручным, так и механическим способом. Использование пенобетона дает возможность:
- снизить себестоимость материала;
- получить требуемые теплофизические показатели;
- не создавать больших нагрузочных воздействий на несущие конструкции;
- выполнять монтажные работы быстро.

Однако производство пенобетона отличается характерными недостатками. Материал получается недостаточно прочным, поглощает влагу, дает значительную усадку.
Технология производства
Несмотря на приемлемую стоимость пеноблоков от производителя, интересным и доходным считается их изготовление своими руками. Правда, для этого потребуется обустроить мини-завод по производству пеноблоков.
Многие потребители ошибочно полагают, что для изготовления пеноблоков своими руками достаточно в бетонную массу добавить пенообразователь. Это не так.
Производственный процесс проводится, как правило, двумя способами:
- Классический – по рецепту готовится цементная масса. В нее с помощью парогенераторного устройства подают пену, вес тщательно перемешивают и разливают по формовочным кассетам.
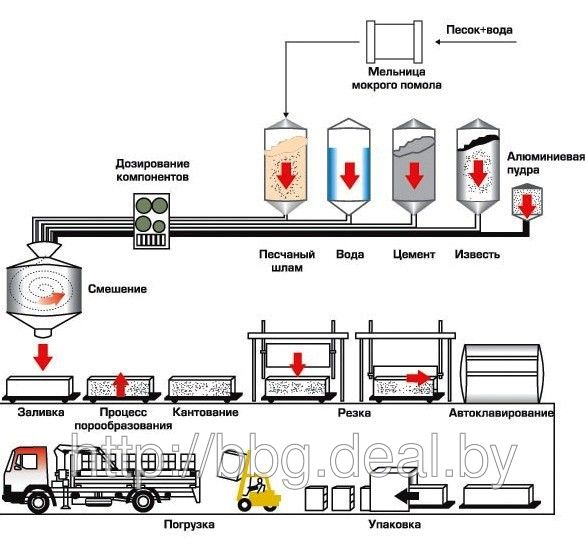
- Автоклавный – необходимые компоненты перемешиваются в специальном смесителе при создании нужного давления. Смесь через сопло выдавливают в формы. Как правило, такая технология изготовления пеноблоков применяется для полномасштабного производственного процесса.
Для приготовления пенобетона применяется портландцемент, марка которого начинается от М 400. Так же используется просеянный и промытый песок и пенообразователь. Технология производства пенобетона подразумевает применение добавок, которые ускоряют схватывание, улучшают структуру материала. Песок используется мелкофракционный, потому что осевшие крупные частицы снизят качество готовой продукции.
Чтобы доход от производства пенобетонных блоков считался ощутимым, к этому вопросу подходят ответственно.

Известна еще одна технология – смешивание компонентов в сухом виде и последующая минерализация. Процесс сложный, главным образом применяется в заводских условиях.
Материалы
Основные компоненты для пенобетона и количество представлены в таблице:
| Марка пенобетонного материала | Количество цемента М 500, кг | Речной песок, кг | Вода, л | Пенообразователь, кг | |
| Образование пены | Получение раствора | ||||
| D 600 | 310 | 210 | 55 | 110 | 1.5 – 2.0 |
| D 800 | 320 | 420 | 45 | 120 | 1.2 – 1.5 |
| D 1000 | 350 | 590 | 40 | 140 | 0.8 – 1.2 |

В соответствии с указанными марками, пенобетон обладает следующими характеристиками:
- способность проводить тепло – 0.14; 0.21; 0.29 Вт/мК;
- прочность – 16; 27; 50 кг/кв.м.
Производство блоков из пенобетона подразумевает использование чистой воды.
Профессиональное оборудование для производства
Решив заняться изготовлением пеноблоков в домашних условиях, следует обратить внимание на мини-заводы или стационарное конвейерное оборудование.
Первый вариант включает в свой комплект бетоносмеситель с переходниковым элементом, компрессорную и парогенераторную установки, дозатор и рабочее основание (платформу). Во время работы такого завода готовая масса раствора раскладывается в формы вручную, схватывается, достается и направляется в автоклав. Окончательно высохнув, блочный материал готов к применению. Такая линия по производству пеноблоков поставляется на строительную площадку цельным комплектом. Монтируется она без особых проблем, в пусконаладочных работах не нуждается.
В процессе производства блоки получаются среднего качества. К большому минусу такого оборудования относят большой расход пенообразующего состава. Чтобы получить продукт с оптимальными показателями, следует внимательно соблюдать рецептуру. Неправильный подбор компонентов повлечет за собой понижение качества окончательного продукта.
Стационарная конвейерная линия отличается от небольших заводов большим показателем мощности. Она может функционировать круглые сутки, достигая показателя производительности до пяти – двенадцати кубометров материала в час.
Как правило, такие линии имеют следующие агрегаты:
- смеситель, дополнительно оснащенный насосной установкой и пневмотическим затвором;
- пеногенераторное устройство с компрессором;
- водный дозатор, оснащенный автоматикой для комфортного управления;
- дозатор, распределяющий вяжущие компоненты;
- транспортерные ленты для песка и цемента;
- пульт для осуществления общего управления;
- вибросито.

Производители пеноблоков в России предпочитают именно такие линии.
Оборудование для производства в домашних условиях
Чтобы производить пенобетонные блоки своими руками, необходимо иметь минимальный набор агрегатов. Отметим, что пользоваться простыми бетономешалками будет неэффективно, так как с их помощью не получится изготовить пенобетонное сырье нужного качества.
- пенообразователь;
- компрессорная установка;
- смеситель;
- насосная установка для пенобетона;
- формы.

Если вы задумали изготавливать блоки круглый год, то придется дополнительно приобрести пропариватель. Имея все нужные механизмы, можно собрать установку самостоятельно, но значительной экономии от этого вы не получите. Да и некоторые узлы могут плохо состыковаться, что также сыграет свою роль на окончательном качестве.
Зная, как сделать пеноблок в домашних условиях, лучше для этого купить необходимое оборудование в комплекте. Обойдется это от ста до двухсот пятидесяти тысяч рублей, зато за одну смену вы сможете выпускать от десяти до двадцати пяти кубометров материала.
Выбирая установку для изготовления пенобетона, рекомендуется обратить внимание на показатели мощности и параметры электрического привода. Учитывается также расстояние подачи готовой бетонной массы.
В моменты перерывов в процессе оборудование следует промывать, так что на эту несложную, но важную операцию следует тоже обратить внимание.
Узнав, как делают пеноблоки своими руками, необходимое оборудование можно взять во временное пользование, что особенно выгодно в частном строительстве.

Выполнение работ
От типа выбранного вами оборудования и соблюдения технологического процесса будут зависеть качество материала, себестоимость, производственные объемы и т. п.
Производственный процесс выглядит следующим образом:
Изготовление смеси
Сегодня пользуются популярностью следующие технологии:
- Баротехнология. Наиболее дешевый вариант, не требующий покупки дорогостоящего оснащения, используется на небольших предприятиях. В смеситель закладывают нужные компоненты, подают воздух и все перемешивают. Приготовленный раствор подается в формы, в которых смесь увеличивает свои объемы, достигая нужных размеров. Расходы на единицу материалы небольшие, что сказывается на его окончательной стоимости. Процесс простой, больших вложений не требует. Но при этом имеются и отрицательные моменты. Пеноблоки получаются низкого качества, крупнопористые, что оказывает влияние на несущие способности объекта. Применяемые пенообразователи синтетического происхождения и добавки-пластификаторы оказывают негативное влияние на экологическую сторону блоков.

- Использование парогенератора. В этом случае появляется возможность смешивать все компоненты в правильных соотношениях, улучшая качество и прочность готовых блоков. Смысл технологического процесса в следующем – дозаторы сначала смешивают песок и цемент, потом вводят воду и химические составы. После этого масса перемешивается, вводится пена в готовом виде. Чтобы достичь нужной плотности, пена подается в оптимальном количестве. После этого бетонная масса поступает в формы. Все процессы отрегулированы, что позволяет вывести производственный процесс на иной уровень. Материал получается экологически чистым, отменного качества. Но имеются и свои отрицательные моменты. Оснащение для производственного процесса стоит дорого, и блоки, естественно, отличаются в цене.
Формовка
Чтобы знать, как сделать пенобетон в домашних условиях, следует понимать разницу между литьевым и резательным способами формовки.
Первый метод основан на заливке бетонной массы в формы. Стоимость формовочных кассет не слишком высокая, процесс не вызывает сложностей. Но геометрические размеры готовых изделий могут отличаться. Если есть необходимость производить блоки разных размеров, придется покупать различные кассеты, что увеличит расходы на производство. В процессе извлечения блоков могут произойти частичные повреждения кромок, да и прочность изделий оставляет желать лучшего.

Резательный процесс состоит из двух основных этапов. Сначала бетонный раствор выливается в большие формы, после застывания выполняется распалубка. Теперь можно выполнять разрезку большого куска на необходимые размеры, для чего применяются специальные установки с различными режущими струнами, лентами и пилами. Готовые блоки получаются одинаковыми по размерам, не имеют скольных участков. Минус один – резка представляет собой сложный процесс, требующий большого опыта и внимания.
Сушка
Исходя из вариантов формовки, различаются и технологические процессы сушки готового материала.
В случае с литьевым вариантом сушка проходит двумя методами:
- изделия выдерживаются в формах не менее десяти часов, чтобы могли набраться прочности. После этого выполняется распалубка;
- блоки подвергаются термической обработке в пропарочных камерах, что придает им прочность уже через несколько часов.

Стартовый капитал
Мы уже разобрались, как самому сделать пеноблоки. Осталось понять, сколько придется вложить средств на начальном этапе собственного бизнеса.
Если планируете открыть производственный процесс для своих нужд, не стоит приобретать мощное оборудование. Достаточно будет обычной бетономешалки, которая обойдется в три тысячи рублей. Купите компрессор и парогенераторное приспособление, которые стоят не более двадцати тысяч.
Запланировав открытие малого бизнеса по изготовлению блоков, купите полный комплекс оборудования и блочных форм. В принципе, можно рассмотреть варианты, уже побывавшие в употреблении. Готовые установки даже более удобны в применении. Они не займут много места, достаточно выделить пространство до пяти квадратных метров. Для собственного бизнеса отличным решением будет установка ПБУ 300, стоимость которой составит сто тридцать тысяч рублей.
С материалом уже все ясно, оптовое приобретение понизит цены. Кстати, возможно использование отходов пенопласта для изготовления пеноблоков. Так и на сырье сэкономите, и теплопроводные качества материала улучшите.

Заключение
Подсчитав все расходы на начальном этапе собственного бизнеса, можно определить, во сколько обойдется стоимость одного кубического метра материала. Понижение этой цифры возможно за счет оптовых закупок сырья. Да и сдача производственного оборудования в аренду по завершению строительства вернет вам затраченные деньги достаточно быстро.
Учтя все особенности изготовления блоков для собственного использования или на реализацию, становится ясно, что процесс имеет значительные выгоды.
Технология производства пенобетона

Популярность пенобетона значительно возросла при осуществлении строительных мероприятий. Здания, построенные из вспененного бетона, отличаются высокой степенью теплоизоляции, обеспечивают комфортный температурный режим помещения. Производство пенобетона осуществляется растущими темпами, позволяет максимально удовлетворить требования застройщиков.
В настоящее время продукция востребована на рынке строительного сырья и применяется при постройке коттеджей, загородных домов, выполнении перепланировки, утеплении помещений. Если кратко охарактеризовать пенобетон, то это затвердевший массив, включающий пеноконцентрат, портландцемент и воду.

Пенобетон – это разновидность бетона, имеющая ячеистую структуру
Технологический процесс изготовления композита достаточно простой, однако он требует определенных знаний. Для новичков, не сталкивавшихся с производством этого материала, процесс изготовления представляет некоторые сложности. Освоение производства требует значительных финансовых ресурсов для создания качественного композита.
Технология производства пенобетона основывается на применении качественного сырья, выполнении работ с помощью специального оборудования. Это способствует получению экономически выгодной, качественной продукции, удовлетворяющей требованиям заказчиков.
Компоненты для приготовления вспененной смеси
Изготовление пенобетонных блоков осуществляется согласно рецептурам, регулирующим процентное содержание ингредиентов в зависимости от необходимой плотности композита. Все виды рецептур предусматривают наличие следующих составляющих:
- Портландцемента, маркировка которого М400 и выше. Увеличение марки цемента способствует улучшению качественных характеристик вспененного состава.
- Заполнителей, в качестве которых могут применяться крупные фракции керамзита, двукратно повышающие прочность пористого состава. Использование мелкого песка обеспечивает плотность 0,6 т/ м³. Более предпочтителен речной песок, имеющий размер до 0,2 мм, который не содержит инородных включений. Не допускается превышение концентрации глины более 3%.
- Воды, процентная концентрация которой определяется расчетным путем. До введения пены соотношение воды и цемента должно быть не меньше 0,38. Уменьшение водоцементного отношения вызывает увеличение объемного веса изделия. Это вызвано тем, что бетон впитывает воду, частично нарушая пену, вызывая уменьшение ее количества. Оптимальная пропорция отношения воды к цементу – 2:5. Температура воды не должна превышать 25 градусов Цельсия.
- Пенообразователя, в качестве которого используется пеноконцентрат на основе протеина, костного клея или сосновой канифоли. Срок хранения состава не должен превышать две-три недели с момента подготовки. Температурный режим при хранении находится в интервале от 5 до 30 градусов Цельсия.

Пенобетон, технология его изготовления настолько проста, что при желании ее легко воспроизвести даже в домашних условиях
Методы изготовления
Способы производства вспененных блоков могут быть различными. Принимая решение об освоении производства, следует определиться с технологией, которая называется:
- классической, при которой в предварительно подготовленный цементно-водный состав вводится пена, поступающая по магистралям из пеногенератора;
- баротехнологией, позволяющей получать пенобетонный композит без применения пеногенератора. Процесс предусматривает взбивание при высокой частоте рабочего органа смесителя обильной пены, в которую вводятся песок и цемент;
- поризационной, используемой для заливки вспененного массива, заполнения пустот, заливки перекрытий непосредственно в условиях строительной площадки. Изготовление осуществляется с помощью передвижных установок, которые позволяют отдельно приготовить цементно-песчаный раствор, подать насосом воду. Поризатор изготавливает качественную пену, подаваемую по магистрали. При этом готовый пенобетон по специальным шлангам подается в форму, где застывает.
Принимая решение о методе изготовления, оцените экономические стороны, тщательно продумайте, какие преимущества будет иметь изготовленная вами продукции по сравнению с изделиями, предлагаемыми другими поставщиками.

В зависимости от вида используемого пенообразователя и принятой технологии, выбирается метод приготовления пенобетона
Классическая технология
Рассмотрим более детально классический способ производства, который является наиболее распространённым методом изготовления пенобетона.
Производство пенобетона классическим путем предусматривает наличие следующего оборудования и инструмента:
- Устройства для смешивания бетона.
- Просеивателя.
- Соединительных магистралей.
- Парогенератора.
- Устройства для дозировки воды.
- Компрессора.
- Комплекта точных форм для отливки изделий.
- Погрузчика для автоматизированной подачи сырья или инструмента (ведра, лопаты) для выполнения работ вручную.
Этапы выполнения работ включают следующие стадии:
- подготовку необходимых ингредиентов (цемента М500, мелкого песка, воды);
- приготовление вспененной массы путем введения предварительно разведенного пеноконцентрата в емкость пенообразователя;

Приготовленная смесь транспортируется посредством насоса в монолитную конструкцию или форму
- изготовление пенобетонного состава, для чего в миксер загружается песок и цемент, производится их смешивание до обеспечения равномерной консистенции. Затем вводится вода и поступающая из пеногенератора подготовленная пена, которая на протяжении 3 минут интенсивно смешивается с цементно-песчаным раствором;
- формовку изделий в предварительно смазанные специальным формовочным составом емкости, где пенобетонный состав должен отстояться на протяжении 12 часов;
- сушку продукции после разборки опалубки, извлечения готовых изделий на поддоны. Окончательное застывание изделий производится в помещении.
Продолжительность твердения массива определяется температурным режимом помещения и составляет:
- Двое суток при температуре 22 градуса Цельсия. В течение этого времени изделия приобретают до 70% необходимой прочности.
- Восемь часов, если выдерживается на протяжении этого времени температура 50 градусов Цельсия.
Технологический цикл изготовления может осуществляться в помещениях, имеющих источник водоснабжения, хорошую вентиляцию, отопление. Указанная технология производства пенобетона может быть реализована на участке, разбитом на следующие зоны:
- место, где будет осуществляться хранение ингредиентов, площадью порядка 60 м 2 ;
- производственная зона, где осуществляется цикл изготовления – 110 м 2 ;
- сушильная камера – 80 м 2 ;
- склад хранения готового сырья площадью до 100 м 2 .

Отличительные черты данной технологии производства – готовая смесь заливается в заранее подготовленные формы, размеры таких форм могут быть разнообразны
На указанных площадях можно изготавливать до 40 м³ пенобетонных изделий ежесуточно.
Помните, что 1 метр кубический пенобетона позволяет изготовить 28 пеноблоков (размером 600х300х200 мм), которые являются наиболее востребованными видами изделий. Зная стоимость готовой продукции, тщательно проанализировав расходы, можно принять решение о целесообразности изготовление пенобетона по классической технологии.
Методы получения готовой продукции
Различные способы производства блоков позволяют получать готовую продукцию следующим образом:
- Методом заливки жидкого пенобетона в групповые металлические опалубки, в которых процесс твердения осуществляется на протяжении 10 часов с последующей разборкой формы. Технология обеспечивает возможность применения одной формы дважды на протяжении одних суток. Данный способ при небольших финансовых вложениях и простоте изготовления не позволяет выпускать значительные объемы продукции, и привязан к размерам форм.
- Путем резки пенобетонного массива на специальном резательном оборудовании. Предварительно подготовленный состав подается в цельные формы, где отсутствуют перегородки. Он застывает единым массивом. Спустя 12 часов после заливки композит подвергается резке с помощью автоматических пил. Метод позволяет получать готовые блоки необходимого размера, отличается высокой эффективностью, но при этом достаточно затратен и сопровождается наличием отходов, полученных при распиловке.

Готовый пенобетон укладывается в одну большую опалубку, где и набирает свою первоначальную прочность, после чего, этот монолит освобождают от этой формы и разрезают на блоки специальным станком
Преимущества резки массива
Применение специальных пил ленточного типа обладает рядом неоспоримых достоинств, главными из которых являются:
- отсутствие на гранях изделия сколов, значительно уменьшающих трудовые затраты по обеспечению плоскостности поверхности продукции;
- соблюдение заданной геометрии вспененных блоков, позволяющее осуществлять их кладку с небольшой толщиной шва;
- улучшение товарного вида готового изделия, связанное с отсутствием на поверхности следов смазки, что улучшает адгезию, значительно упрощает выполнение штукатурных работ;
- возможность производства пенобетона различной конфигурации, согласно индивидуальным требованиям заказчиков, что упрощает кладку, ускоряет сроки возведения объекта.
Благодаря комплексу этих положительных моментов производители пенобетона уверенно переходят на данную технологию.

Может понадобиться и такое оборудование для производства блоков из пенобетона как автомат для резки пеноблоков (если литье производится в одну общую форму)
Особенности поризационной и баротехнологии
Данные процессы позволяют изготавливать бетонную продукцию без использования пеногенератора. Для реализации методов используется специальное мобильное оборудование, принцип действия которого основан на баротехнологии. Мобильные установки позволяют изготавливать ежесуточно до 100 кубических метров пенобетона, отличаются доступной ценой, легкостью получения продукции.
Положительными чертами данного оборудования является:
- повышенная производительность;
- незначительный расход пенообразующих компонентов;
- возможность встраивания в технологический цикл;
- высокая прочность полученных изделий;
- низкая себестоимость продукции.
Баротехнология предполагает подачу в миксер всех требуемых ингредиентов, согласно рецептуре. Состав под определенным давлением перемешивается на протяжении 5 минут, и готовый раствор во вспененном виде под давлением подается по магистрали для формовки.
Характеристики полученной продукции
Независимо от того, какой технологический процесс используется при изготовлении пенобетонных изделий, они являются достаточно популярными материалами, что связано со следующими характеристиками блоков:
- Значительным уровнем теплоизоляции, связанным с пористой структурой массива и позволяющим значительно уменьшить затраты на поддержание комфортного температурного режима помещения.
- Увеличенной устойчивостью к пониженным температурам, которая составляет порядка 40 циклов замерзания, что является значительным сроком.
- Повышенной стойкостью к воздействию открытого огня, значительной температуры, что позволяет эксплуатировать пенобетонные конструкции даже при экстремальных ситуациях.
- Хорошим уровнем шумовой изоляции, затрудняющим проникновение посторонних шумов во внутреннее помещение здания.
- Отличной проницаемостью воздухом, позволяющей осуществлять воздухообмен и затрудняющей развитие микроорганизмов, грибков на поверхности.
Итоги
Технология производства пенобетона вполне понятна, доступна для практической реализации. При желании самостоятельно организовать производство изделий, необходимо детально ознакомиться с особенностями технологии, выбрать требуемое оборудование и проконсультироваться со специалистами.

